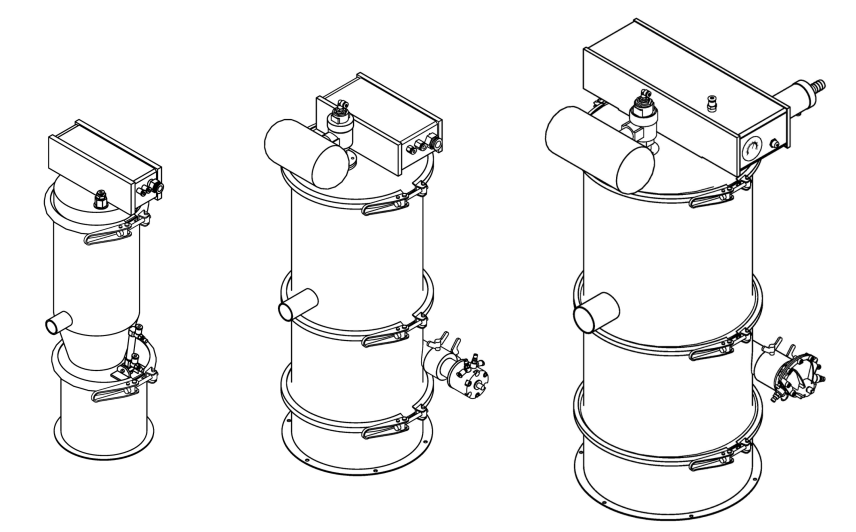
ເຄື່ອງລຳລຽງສູນຍາກາດນິວເມຕິກ QVC Series
ຫຼັກການການເຮັດວຽກ
ເຄື່ອງປ້ອນສູນຍາກາດແມ່ນເຄື່ອງໃຫ້ອາຫານສູນຍາກາດໂດຍການໃຊ້ປັ໊ມສູນຍາກາດ pneumatic ເປັນແຫຼ່ງສູນຍາກາດ.ດ້ວຍວັດສະດຸເຄື່ອງດູດຝຸ່ນນີ້ສາມາດຖືກສົ່ງໂດຍກົງຈາກຖັງເຂົ້າໄປໃນເຄື່ອງປະສົມ, ເຕົາປະຕິກອນ, silo, ເຄື່ອງເມັດ, ເຄື່ອງຫຸ້ມຫໍ່, sieve vibration, granulator, ເຄື່ອງບັນຈຸແຄບຊູນ, granulator ປຽກ, granulator ແຫ້ງແລະ disintegrator.ເພື່ອນໍາໃຊ້ເຄື່ອງປ້ອນນີ້ສາມາດຫຼຸດຜ່ອນຄວາມເຂັ້ມຂົ້ນຂອງແຮງງານ, ຢຸດຕິມົນລະພິດຂອງຜົງແລະຮັບປະກັນວ່າຂະບວນການຜະລິດກົງກັບຄວາມຕ້ອງການຂອງ GMP.
ເມື່ອກົດປຸ່ມ "ON / OFF" ໄດ້ຖືກກົດ, ອາກາດທີ່ຖືກບີບອັດເຂົ້າໄປໃນປັ໊ມສູນຍາກາດແລະການໄຫຼຂອງ hopper, ຂັບເຄື່ອນໂດຍກະບອກສູບລົມ, ປິດ, ສູນຍາກາດຖືກສ້າງຕັ້ງຂຶ້ນໃນ hopper.ເຄື່ອງປ້ອນສູນຍາກາດຈະປະກອບເປັນກະແສລົມພາຍໃຕ້ສູນຍາກາດ.ດໍາເນີນການໂດຍກະແສລົມນີ້, ວັດສະດຸແມ່ນປ້ອນໃຫ້ສູນຍາກາດ hopper ຜ່ານທໍ່.ຫຼັງຈາກໄລຍະເວລາ (ເວລາການໃຫ້ອາຫານ, ປັບໄດ້) ອາກາດບີບອັດຖືກຕັດອອກ, ປັ໊ມສູນຍາກາດ pneumatic ບໍ່ສາມາດສ້າງສູນຍາກາດແລະການໄຫຼຂອງ hopper, ຂັບເຄື່ອນໂດຍກະບອກສູບລົມ, ເປີດ, ສູນຍາກາດໃນ feeder ສູນຍາກາດຫາຍໄປ, ແລະວັດສະດຸແມ່ນອັດຕະໂນມັດ. ປ່ອຍອອກຈາກການໄຫຼເຂົ້າໄປໃນເຄື່ອງຮັບ (ເຊັ່ນ: ເຄື່ອງກົດເມັດແລະເຄື່ອງຫຸ້ມຫໍ່).ໃນຂະນະດຽວກັນ, ອາກາດທີ່ຖືກບີບອັດທີ່ເກັບໄວ້ໃນຖັງອາກາດຈະພັດການກັ່ນຕອງໃນດ້ານກົງກັນຂ້າມເພື່ອເຮັດໃຫ້ການກັ່ນຕອງຖືກເຮັດຄວາມສະອາດໂດຍອັດຕະໂນມັດ.ຫຼັງຈາກໄລຍະເວລາ (ເວລາໄຫຼ, ປັບໄດ້) ອາກາດບີບອັດໄດ້ຖືກເລີ່ມຕົ້ນໃຫມ່, ປັ໊ມສູນຍາກາດ pneumatic ຜະລິດສູນຍາກາດ, ການໄຫຼປິດ, ເຄື່ອງດູດຝຸ່ນ feeder ປ້ອນວັດສະດຸອີກເທື່ອຫນຶ່ງ, ດ້ວຍວິທີນີ້ feeder ເຮັດວຽກເປັນຮອບເພື່ອເຮັດໃຫ້ວັດສະດຸປ້ອນເຂົ້າໄປໃນເຄື່ອງຮັບຢ່າງຕໍ່ເນື່ອງ.
ສໍາລັບເຄື່ອງປ້ອນສູນຍາກາດທີ່ມີການຄວບຄຸມລະດັບວັດສະດຸການໃຫ້ອາຫານອັດຕະໂນມັດແມ່ນຮັບຮູ້ກັບ hopper ຂອງເຄື່ອງຮັບວັດສະດຸໂດຍຜ່ານການຄວບຄຸມລະດັບວັດສະດຸ.ເມື່ອລະດັບວັດສະດຸສູງກວ່າຕໍາແຫນ່ງໃນ hopper ຂອງເຄື່ອງຮັບວັດສະດຸ, ເຄື່ອງດູດຝຸ່ນຈະຢຸດການໃຫ້ອາຫານ, ແຕ່ເມື່ອລະດັບວັດສະດຸຕ່ໍາກວ່າຕໍາແຫນ່ງໃນ hopper, ເຄື່ອງດູດຝຸ່ນຈະເລີ່ມໃຫ້ອາຫານອັດຕະໂນມັດ.ແລະການໃຫ້ອາຫານໃນເຄື່ອງຮັບອຸປະກອນການແມ່ນສໍາເລັດດັ່ງນັ້ນ.
ຂໍ້ມູນຈໍາເພາະ
| ຕົວແບບ | ປະລິມານການໃຫ້ອາຫານ (kg/h) | ການບໍລິໂພກອາກາດ (L / ນາທີ) | ຄວາມກົດດັນຂອງອາກາດທີ່ສະຫນອງ (Mpa) |
| QVC-1 | 350 | 180 | 0.5-0.6 |
| QVC-2 | 700 | 360 | 0.5-0.6 |
| QVC-3 | 1500 | 720 | 0.5-0.6 |
| QVC-4 | 3000 | 1440 | 0.5-0.6 |
| QVC-5 | 6000 | 2880 | 0.5-0.6 |
| QVC-6 | 9000 | 4320 | 0.5-0.6 |
①ອາກາດບີບອັດຄວນຈະບໍ່ມີນໍ້າມັນ ແລະບໍ່ມີນໍ້າ.
②ຄວາມອາດສາມາດໃຫ້ອາຫານໄດ້ຖືກກໍານົດໂດຍມີໄລຍະການໃຫ້ອາຫານ 3 ແມັດ.
③ຄວາມສາມາດໃນການໃຫ້ອາຫານແມ່ນແຕກຕ່າງກັນຢ່າງຫຼວງຫຼາຍກັບວັດສະດຸທີ່ແຕກຕ່າງກັນ.
ການດີບັກ ແລະການຕິດຕັ້ງ
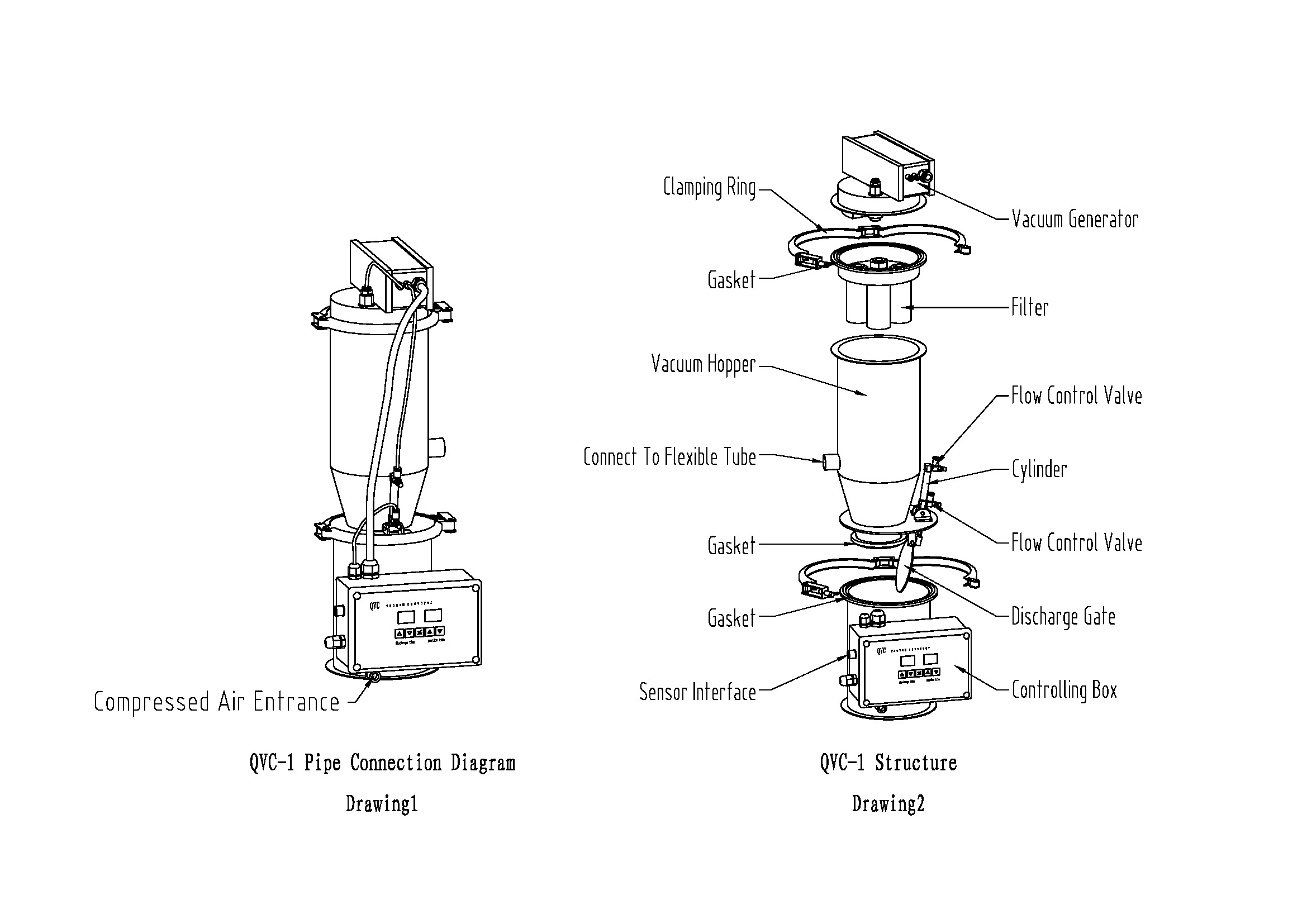
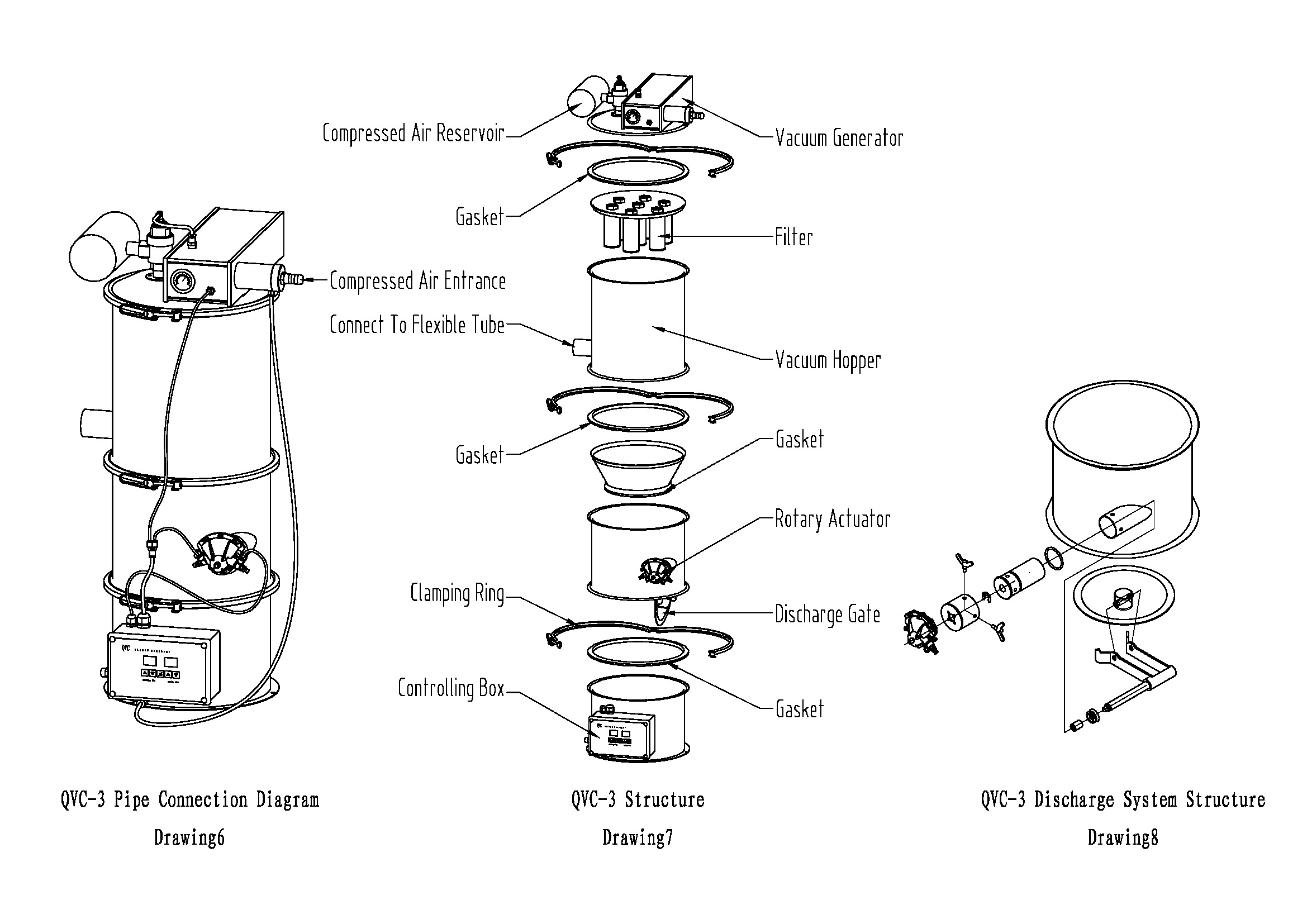
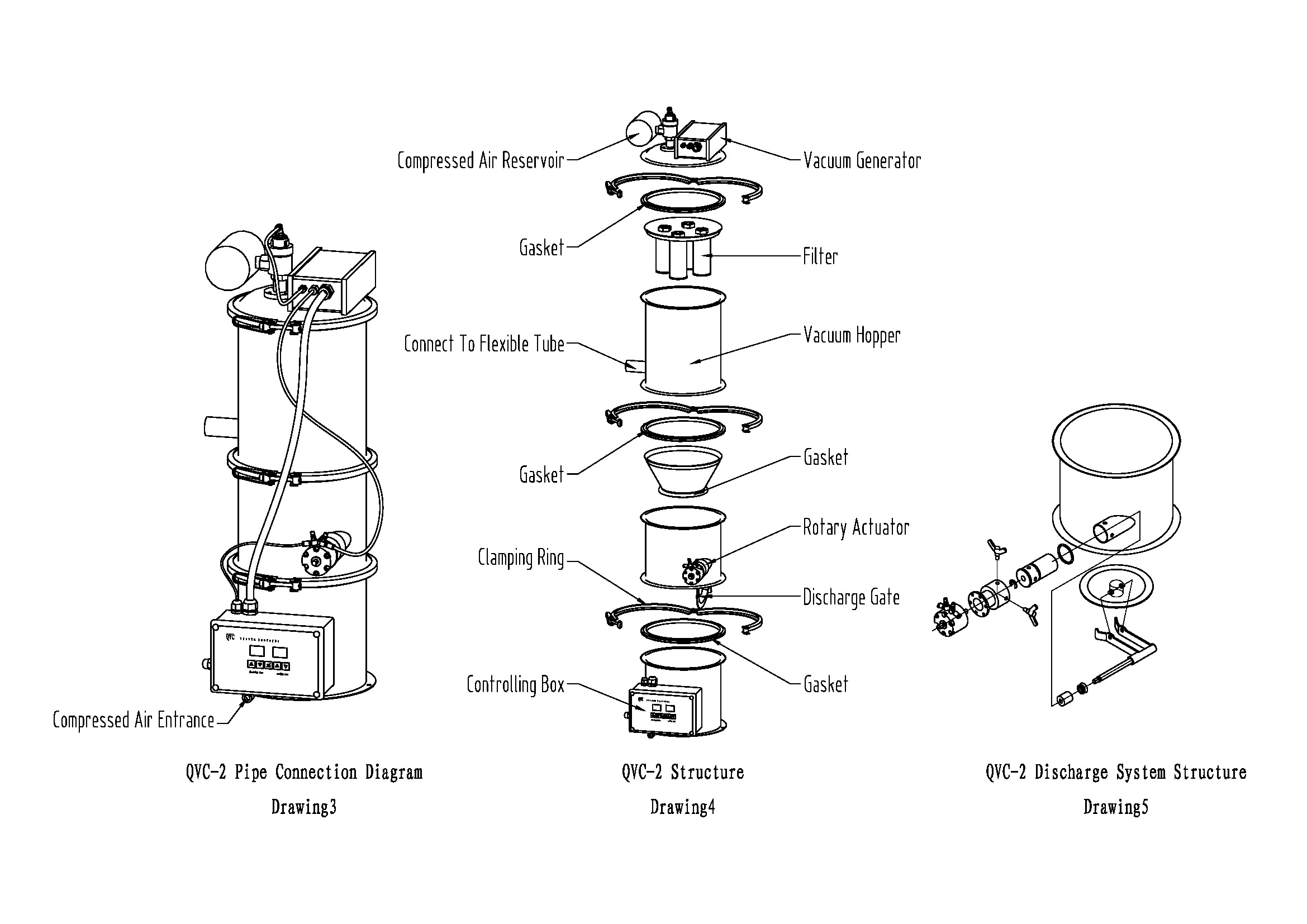
1. ແກ້ໄຂ hopper ສູນຍາກາດໃສ່ hopper ຂອງແຜ່ນກົດຫຼືເຄື່ອງຫຸ້ມຫໍ່ (ຫຼືເຄື່ອງອື່ນໆ) ດ້ວຍວົງແຫວນ.ໃນກໍລະນີທີ່ hopper ສູນຍາກາດບໍ່ສາມາດແກ້ໄຂໄດ້ໂດຍກົງໃສ່ hopper ຂອງເຄື່ອງຮັບວັດສະດຸ, ສະຫນັບສະຫນູນສາມາດໄດ້ຮັບການແກ້ໄຂສໍາລັບ hopper ສູນຍາກາດໄດ້.
2.The ກ່ອງຄວບຄຸມແມ່ນ hung ສຸດ hopper ສູນຍາກາດໃນເວລາທີ່ສິນຄ້າໄດ້ຖືກສົ່ງ, ມັນສາມາດຫ້ອຍໃສ່ສະຖານທີ່ອື່ນໆທີ່ເຫມາະສົມຕາມເງື່ອນໄຂການເຮັດວຽກ.
3.Connection ຂອງທໍ່ສໍາລັບການບີບອັດອາກາດ.
A. ການຄັດເລືອກເສັ້ນຜ່າສູນກາງຂອງທໍ່ສໍາລັບການເຂົ້າ compressed ອາກາດ (ໂດຍອ້າງອີງໃສ່ຫ້ອງຕິດຕັ້ງເຄື່ອງຈັກ):
ເລືອກທໍ່ 1/2″ ສໍາລັບ QVC-1,2,3;
ເລືອກທໍ່ 3/4″ ສໍາລັບ QVC-4,5,6;
ໂດຍກົງໃຊ້ທໍ່φ10 PU ສໍາລັບເຄື່ອງດູດຝຸ່ນ QVC-1.
B. ປ່ຽງບານຫຼືປ່ຽງ decompression ການກັ່ນຕອງຄວນໄດ້ຮັບການຕິດຕັ້ງຢູ່ໃນຕໍາແຫນ່ງທີ່ທໍ່ອາກາດທີ່ຖືກບີບອັດເຂົ້າໄປໃນຫ້ອງຂອງເຄື່ອງຈັກ.
C. ສໍາລັບ QVC-1, 2 feeders ສູນຍາກາດ, ເຊື່ອມຕໍ່ outlet ຂອງປ່ຽງ decompression ການກັ່ນຕອງກັບການເຊື່ອມຕໍ່ inlet ຂອງອາກາດ compressed ຢູ່ຂ້າງລຸ່ມຂອງກ່ອງຄວບຄຸມ.ຂະຫນາດຂອງທໍ່ອາກາດບີບອັດຄວນຈະຄືກັນກັບການເຊື່ອມຕໍ່ຂາເຂົ້າຂອງອາກາດບີບອັດຢູ່ດ້ານລຸ່ມຂອງກ່ອງຄວບຄຸມ.
D. ສໍາລັບ QVC-3, 4, 5, 6 ເຄື່ອງປ້ອນສູນຍາກາດ, ເຊື່ອມຕໍ່ outlet ຂອງປ່ຽງ decompression ການກັ່ນຕອງໂດຍກົງກັບການເຊື່ອມຕໍ່ inlet ຂອງເຄື່ອງກໍາເນີດສູນຍາກາດ.ຂະຫນາດຂອງທໍ່ອາກາດບີບອັດຄວນຈະຄືກັນກັບການເຊື່ອມຕໍ່ຂາເຂົ້າຂອງອາກາດບີບອັດຢູ່ໃນເຄື່ອງກໍາເນີດສູນຍາກາດ.
E. ເຊື່ອມຕໍ່ທໍ່ອາກາດບີບອັດລະຫວ່າງກ່ອງຄວບຄຸມແລະເຄື່ອງກໍາເນີດສູນຍາກາດຕາມແຜນວາດ 1 ແລະ 3.
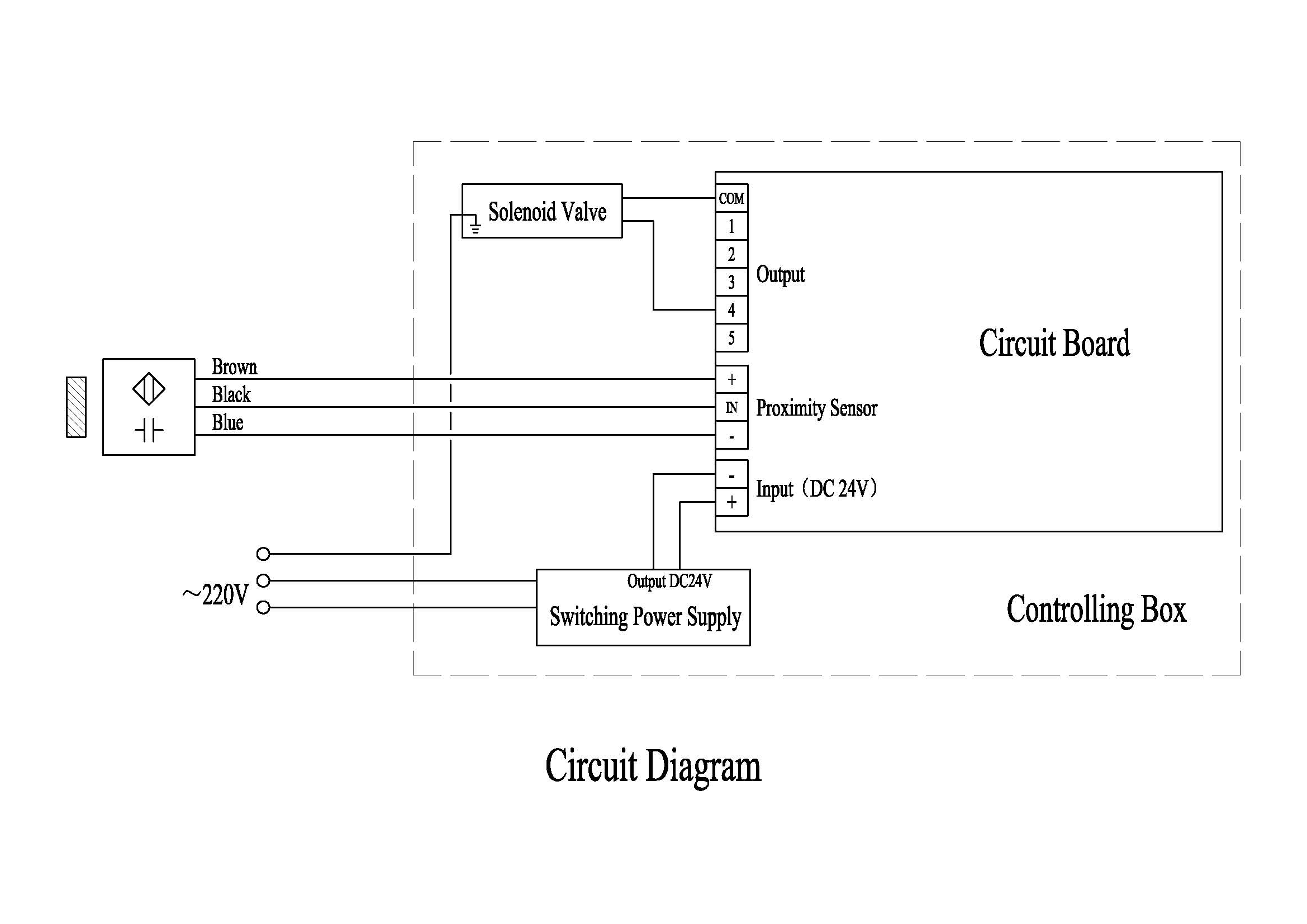
4.Plug AC 220V plug to power socket, the time display on the control box is on now, ນີ້ຫມາຍຄວາມວ່າພະລັງງານໄດ້ຖືກເຊື່ອມຕໍ່ໃນລະບົບ.ໝາຍເຫດ ສາຍໄຟຕ້ອງມີ 3 ສາຍ.ຕູ້ຄວບຄຸມຈໍາເປັນຕ້ອງມີພື້ນຖານທີ່ເຊື່ອຖືໄດ້ເພື່ອຫຼີກເວັ້ນການ chip ຄວບຄຸມສິ້ນສຸດລົງຍ້ອນການແຊກແຊງ.ເບິ່ງ schematics ໄຟຟ້າສໍາລັບແຜນວາດສາຍໄຟສໍາລັບກ່ອງຄວບຄຸມ.
5.ແຕະປຸ່ມສໍາລັບການເພີ່ມເວລາ / ຫຼຸດລົງ.ຕັ້ງເວລາໃຫ້ອາຫານເປັນ 5–15 ວິນາທີ ແລະຕັ້ງເວລາປ່ອຍເປັນ 6–12 ວິນາທີ.ສໍາລັບວັດສະດຸຝຸ່ນຄວນກໍານົດເວລາການໃຫ້ອາຫານສັ້ນລົງແລະເວລາການໄຫຼຄວນຈະຖືກຕັ້ງໄວ້ດົນກວ່າ, ໃນຂະນະທີ່ເວລາການໃຫ້ອາຫານຂອງວັດສະດຸເມັດຄວນຈະຍາວກວ່າແລະເວລາປ່ອຍຄວນຈະສັ້ນກວ່າ.
6.ກົດ “ON/OFF” ປຸ່ມກົດອາກາດຖືກປ້ອນໃສ່ເຄື່ອງປັ່ນປ່ວນສູນຍາກາດ, ສູນຍາກາດຖືກຜະລິດຢູ່ໃນສູນຍາກາດ hopper ແລະການໃຫ້ອາຫານຖືກຮັບຮູ້.
7. ໃນເວລານີ້ທ່ານຄວນເອົາໃຈໃສ່ກັບຄວາມກົດດັນຂອງອາກາດທີ່ຖືກບີບອັດ.ຄວາມກົດດັນຂອງອາກາດທີ່ສະຫນອງຄວນຈະເປັນ 0.5-0.6Mpa.ຄວາມກົດດັນຂອງອາກາດທີ່ສະຫນອງແມ່ນຫມາຍເຖິງຄວາມກົດດັນຂອງອາກາດທີ່ຖືກບີບອັດໃນລະບົບໃນເວລາທີ່ເຄື່ອງກໍາເນີດສູນຍາກາດເຮັດວຽກ, ie ໃນລະຫວ່າງການໃຫ້ອາຫານ.ມີເຄື່ອງວັດແທກຢູ່ໃນເຄື່ອງກໍາເນີດສູນຍາກາດສໍາລັບ QVC-3, 4, 5, 6 ແລະການອ່ານຢູ່ໃນເຄື່ອງວັດແທກຄວນຖືວ່າເປັນມາດຕະຖານ.ແຕ່ສໍາລັບ QVC-1, 2 ບໍ່ມີເຄື່ອງວັດແທກຢູ່ໃນເຄື່ອງກໍາເນີດສູນຍາກາດແລະເຄື່ອງວັດແທກກ່ຽວກັບປ່ຽງ decompression ການກັ່ນຕອງຄວນຖືວ່າເປັນມາດຕະຖານ.ໃນການແກ້ໄຂ, ທ່ານຄວນເອົາໃຈໃສ່ເປັນພິເສດຕໍ່ຄວາມກົດດັນຂອງອາກາດທີ່ສະຫນອງ 0.5-0.6Mpa ຫມາຍເຖິງຄວາມກົດດັນອາກາດໃນລະບົບໃນລະຫວ່າງການໃຫ້ອາຫານ.ໃນລະຫວ່າງການປ່ອຍຫຼືຢູ່ໃນສະແຕນບາຍຄວາມກົດດັນທີ່ສະແດງຢູ່ໃນເຄື່ອງວັດໃນປ່ຽງ decompression ການກັ່ນຕອງຄວນຈະເປັນ 0.7-0.8Mpa.ຜູ້ໃຊ້ຫຼາຍຄົນ, ເມື່ອພວກເຂົາຕິດຕັ້ງ feeders, ມັກຈະຕັ້ງວາວ decompression ການກັ່ນຕອງຢູ່ທີ່ 0.6Mpa.ຖ້າໃນເວລານີ້ເຄື່ອງຜະລິດສູນຍາກາດເລີ່ມເຮັດວຽກ, ຄວາມກົດດັນຂອງລະບົບຫຼຸດລົງຢ່າງກະທັນຫັນເຖິງ 0.4Mpa, ເຊິ່ງເຮັດໃຫ້ການໃຫ້ອາຫານລົ້ມເຫລວຫຼືຄວາມສາມາດໃນການໃຫ້ອາຫານສັ້ນ.ສໍາລັບການໃຫ້ອາຫານທາງໄກຫຼືຄວາມອາດສາມາດການໃຫ້ອາຫານຫຼາຍກວ່າເກົ່າຄວາມກົດດັນອາກາດໃນລະບົບຈະຕ້ອງບັນລຸ 0.6Mpa.
ການຍິງບັນຫາ
ການໃຫ້ອາຫານບໍ່ສຳເລັດ ຫຼື ຄວາມອາດສາມາດໃຫ້ອາຫານສັ້ນແມ່ນເກີດຂື້ນໃນຕົວປ້ອນ ກວດເບິ່ງເຄື່ອງປ້ອນອາຫານຕາມຂັ້ນຕອນຕໍ່ໄປນີ້:
1.ຖ້າຄວາມດັນຂອງອາກາດທີ່ສະໜອງມາເຖິງ 0.5–0.6Mpa.ຄວາມກົດດັນຂອງອາກາດທີ່ສະຫນອງຫມາຍເຖິງຄວາມກົດດັນອາກາດໃນລະບົບໃນເວລາທີ່ເຄື່ອງກໍາເນີດສູນຍາກາດເຮັດວຽກ.
2.ຖ້າລົງຂາວແມ່ນ airtight.
A. ຫຼັງຈາກການດໍາເນີນງານໃນໄລຍະຍາວ, ຝຸ່ນຫນາທີ່ແນ່ນອນຖືກຝາກໄວ້ໃນການໄຫຼ, ເຮັດໃຫ້ເກີດການໄຫຼລົງຂາວແລະການຮົ່ວໄຫຼຂອງສູນຍາກາດ.ຫຼັງຈາກນັ້ນ, ການໄຫຼອອກຄວນໄດ້ຮັບການອະນາໄມ.
B. ຫຼັງ ຈາກ ການ ດໍາ ເນີນ ງານ ເປັນ ໄລ ຍະ ຍາວ gasket ສຸດ ລົງ ຂາວ ແມ່ນ worn ໄປ , ຜົນ ໄດ້ ຮັບ ການ ລົງ ຂາວ lax ແລະ ສູນ ຍາ ກາດ ຮົ່ວ .ຫຼັງຈາກນັ້ນ, gasket ຄວນໄດ້ຮັບການທົດແທນ.
C.After ການດໍາເນີນງານໄລຍະຍາວບາງສິ່ງບາງຢ່າງຜິດພາດກັບປະສິດທິພາບແລະເສັ້ນເລືອດຕັນໃນຂອງກະບອກ pneumatic.ຫຼັງຈາກນັ້ນ, ກະບອກສູບຄວນໄດ້ຮັບການທົດແທນ.
3.ການກັ່ນຕອງໄດ້ຖືກສະກັດ.ພັດເຄື່ອງກອງດ້ວຍຫົວອັດອາກາດທັງໃນທິດທາງໜ້າ ແລະ ດ້ານຫຼັງ.ຖ້າຕົວກອງເລັ່ງມັນຈະຖືກປົດບລັອກ.ຖ້າທ່ານຮູ້ສຶກວ່າຕົວກອງ suffocated, ຕົວກອງຈະຖືກສະກັດແລະຄວນຈະຖືກປ່ຽນແທນ.ຫຼືເອົາການກັ່ນຕອງທີ່ຖືກສະກັດເຂົ້າໄປໃນເຄື່ອງເຮັດຄວາມສະອາດ ultrasonic ສໍາລັບ 30 ນາທີສໍາລັບການເຮັດຄວາມສະອາດ.
4.The ອຸປະກອນການທໍ່ດູດແມ່ນສະກັດໂດຍວັດສະດຸ agglomerate ໃຫຍ່.ອັນນີ້ມັກຈະເກີດຂຶ້ນຢູ່ທາງເຂົ້າຂອງຫົວດູດວັດສະດຸສະແຕນເລດ ຫຼືຢູ່ໃນຊ່ອງດູດສູນຍາກາດ.
5.The clamping rings is not fastened between pump head and hopper , between hopper sections , ຜົນການຮົ່ວໄຫລຂອງລະບົບແລະເຮັດໃຫ້ເກີດຄວາມລົ້ມເຫຼວຂອງການໃຫ້ອາຫານຫຼືການຫຼຸດລົງຄວາມສາມາດໃນການໃຫ້ອາຫານ.
6.Reverse blowing ລະບົບໄປຜິດພາດ.ທຸກໆຄັ້ງທີ່ feeder ປ່ອຍວັດສະດຸ, ອາກາດທີ່ຖືກບີບອັດຢູ່ໃນຖັງອາກາດຈະພັດການກັ່ນຕອງໃນດ້ານປີ້ນກັບກັນເພື່ອຮັບປະກັນວ່າມີຝຸ່ນບາງໆຢູ່ເທິງຫນ້າຂອງການກັ່ນຕອງ.ຖ້າລະບົບການພັດລົມແບບປີ້ນກັບກັນຜິດພາດ, ຝຸ່ນທີ່ຫນາກວ່າຈະຖືກຝາກຢູ່ເທິງຫນ້າຂອງການກັ່ນຕອງ, ຄວາມຕ້ານທານເພີ່ມຂຶ້ນເຮັດໃຫ້ການໃຫ້ອາຫານເປັນໄປບໍ່ໄດ້ໃນເຄື່ອງດູດຝຸ່ນ.ໃນກໍລະນີນີ້, ຄວນປ່ຽນລະບົບການພັດລົມແບບປີ້ນກັບກັນ.
ທໍາຄວາມສະອາດ
ໃນຮ້ານຂາຍຢາເນື່ອງຈາກວ່າແນວພັນທີ່ແຕກຕ່າງກັນແລະຈໍານວນຫລາຍເຄື່ອງປ້ອນສູນຍາກາດຈໍາເປັນຕ້ອງໄດ້ອະນາໄມອອກເລື້ອຍໆ.ພວກເຮົາໄດ້ພິຈາລະນາຢ່າງເຕັມສ່ວນຄວາມຕ້ອງການຂອງຜູ້ໃຊ້ໃນເວລາທີ່ພວກເຮົາອອກແບບເຄື່ອງດູດຝຸ່ນ pneumatic.ສໍາລັບການເຮັດຄວາມສະອາດຜູ້ໃຊ້ພຽງແຕ່ຕ້ອງເຮັດດັ່ງຕໍ່ໄປນີ້:
1.Loosen agraffes ເພື່ອເອົາການປະກອບເຄື່ອງສູບສູນຍາກາດ pneumatic.ສູບສູນຍາກາດ pneumatic, ຖັງອາກາດແລະການປົກຫຸ້ມຂອງແມ່ນເຊື່ອມຕໍ່ເປັນການປະກອບປະສົມປະສານ, ເຊິ່ງບໍ່ຈໍາເປັນຕ້ອງເຮັດຄວາມສະອາດດ້ວຍນ້ໍາ.
2.Take off ການປະກອບການກັ່ນຕອງແລະລະເບີດອອກຝຸ່ນໃນທໍ່ການກັ່ນຕອງດ້ວຍອາກາດບີບອັດ.ຫຼັງຈາກນັ້ນ, ລ້າງມັນເລື້ອຍໆດ້ວຍນ້ໍາຮ້ອນ.ຫຼັງຈາກການລ້າງລະເບີດອອກນ້ໍາທີ່ຍັງເຫຼືອຢູ່ໃນຝາຂອງທໍ່ການກັ່ນຕອງດ້ວຍອາກາດທີ່ຖືກບີບອັດ.ໃນປັດຈຸບັນທໍ່ການກັ່ນຕອງຄວນຈະເລັ່ງລັດຫຼາຍຫຼັງຈາກຟັນຊ້ໍາ.ຖ້າທ່ານຮູ້ສຶກວ່າການກັ່ນຕອງຫາຍໃຈບໍ່ສະບາຍ, ນີ້ຫມາຍຄວາມວ່າຍັງມີນ້ໍາທີ່ຍັງເຫຼືອຢູ່ໃນຝາທໍ່ການກັ່ນຕອງ.ແລະທ່ານຕ້ອງການລະເບີດມັນດ້ວຍອາກາດທີ່ບີບອັດ, ຫຼັງຈາກນັ້ນປ່ອຍໃຫ້ມັນເຢັນຫຼືແຫ້ງ.
3.Loosen clamping rings, ເອົາອອກ hopper ສູນຍາກາດແລະລ້າງອອກ hopper ດ້ວຍນ້ໍາ.